5 Fatores que influenciam no preço do molde de injeção plástica.

Uma das perguntas mais comuns para quem procura lançar um produto proveniente de injeção plástica é: “Quanto custa um molde de injeção plástica?” É uma pergunta pertinente, uma vez que o molde representa a despesa mais significativa nos custos inicial de produção. Dito isso, há inúmeros fatores que influenciam na determinação do custo total. Neste artigo, indicaremos as principais variáveis que podem impactar o custo de um molde de injeção plástica, para que você possa estar mais bem informado ao tomar uma decisão de compra.
Se você é um profissional do ramo de injeção plástica ou está pensando a lançar um novo produto plástico precisa entender os principais fatores que influenciam no preço de um molde, para que seu projeto encaixe exatamente no seu orçamento, e que o payback(retorno do investimento) não seja tão longo. Muitas vezes as pessoas não sabem solicitar um orçamento de molde para a ferramentaria que irá executar a confecção do ferramental, e muitas vezes acaba se frustrando com o preço, e se perguntando: “Por que os moldes são tão caros?”. Entender essas variáveis é fundamental para exigir da ferramentaria o que você realmente precisa, e o que realmente esperar do molde de injeção plástica, esses 5 fatores são:
- Design e complexidade do seu produto plástico.
- Número de cavidades.
- Molde Família.
- Durabilidade do molde de injeção.
- Tipo do sistema de injeção plástica.
1. Design e complexidade do seu produto plástico.
Caso tenha uma amostra de uma peça plástica já existente ou desenho do produto, é interessante compartilhar com o projetista do molde para que ele indique as dificuldades que impactam na construção do molde, como por exemplo a quantidade de horas de usinagem ou de erosão por penetração, já são fatores óbvios que influenciam muito no preço do molde. E também citarei outros fatores que o design do produto é possível ter uma pista se processo oneroso ou simples:
a. Necessidade de gavetas laterais:
Produtos que possuem rasgos ou aberturas laterais, geralmente necessitam de gavetas que fazem a movimentação de fechamento lateral do produto, o que eleva um pouco a dificuldade da construção do molde.

Produto com gavetas laterais. Animação molde de injeção com gaveta lateral.
b. Tipos de extrações do molde:
O design do produto também define qual será o tipo de extração a ser utilizada, existem vários tipos de extração de molde, neste artigo citarei 3 exemplos mais comuns:
- Extração por pinos extratores(sistema convencional):
É o método mais barato, pois na produto a ser injetado não existe nenhum negativo ou fator que necessite uma extração mais complexa.

Tampa flip-top com marca de extração por pinos extatores
- Extração por terceira placa ou placa flutuante do molde:
Em um molde de injeção comum há duas placas: lado fixo e lado móvel, o molde de terceira placa ou placa flutuante quando preso ao lado fixo cria uma outra abertura que possibilita a extração do canal de injeção, agora quando acoplada ao lado móvel faz a função de extração forçada que é muito utilizada em tampas e potes de embalagens, o preço do molde eleva-se um pouco pela necessidade de necessitar de uma placa a mais.
Vídeo youtube exemplo de extração forçada por placa flutuante:
- Extração por núcleo rotativo:
Moldes com núcleo rotativo, com sistema de “desrosqueamento” da peça plástica, é um método comum para extrair peças com roscas, pois geralmente roscas plásticas possuem negativos, impossibilitando utilizar o método de extração convencional por pinos extratores. Esses tipo de moldes plásticos são automatizados com pequenos sistemas de acionamento (cremalheira e pinhão, motores elétricos ou hidráulicos) que são acoplados ao processo, trabalham em conjunto para desrosquear e extrair a peça plástica. É um dos métodos mais caros de extração se sua peça necessitar desse tipo de extração.

Design de produto extração por núcleo rotativo. Animação extração por núcleo rotativo.
c. Tamanho do produto:
Produtos pequenos de poucas cavidades geralmente são mais baratos que moldes grandes de também poucas cavidades, por demandarem menos matéria-prima (aços ferramenta) e tempo de usinagem, porém nem sempre um molde menor é mais simples do que um maior, pois depende da quantidade da complexidade de detalhes da peça: rasgos, aletas, encaixes, furações... Esses detalhes influenciarão no sistema de extração ou necessidade da gavetas, e consequentemente no preço do molde de injeção.


Peça pequena porém exigem um molde complexo Produto plástico grande e molde mais simples.
2. Número de cavidades.
Se o objetivo é alta produção e baixo custo de produção, construir um molde com muitas cavidades será inevitável, no entanto quanto maior o número de cavidades mais oneroso será o molde, por isso elaboramos uma calculadora de produção e custo de peça plástica, simples para entender quantas cavidades em média seu molde necessitará. Entendo da necessidade do volume mensal e do custo de produção almejado, é hora de calcularmos o payback do molde de injeção plástica (retorno do investimento inicial).
-
Payback = Investimento Inicial / Ganhos ou lucros no período
Exemplo A (Molde de alta produção):
Tomamos como base um molde de injeção de uma tampa flip-top de 10 cavidades.
Preço de compra do molde de injeção: R$ 180.000,00
Nº de cavidades do molde: 10
Ciclo do molde: 18 segundos
Produção mensal em regime de 24 horas(alta produção) = 1.440.000 peças/mês
Custo por peça = R$ 0,10/und*. (desconsiderando crédito de compra e impostos de venda)
Preço de venda almejado = R$ 0,16/und.
* Considerando peso do produto 6g, preço/kg da resina em R$9,00/kg
Preço de venda – Custo = Ganho ou lucro = 0,16– 0,10 = R$ 0,06
Calculando o Payback em meses:
Payback = R$ 180.000,00 / (R$ 0,06 x 1.440.000 peças/mês) = 2,08 meses
Exemplo B: (Molde de venda limitada em 20.000 peças/mês);
Tomamos como base um molde de injeção de uma peça técnica de uma única cavidade.
Preço de compra do molde de injeção: R$ 85.000
Nº de cavidades do molde: 1
Ciclo do molde: 25 segundos
Produção mensal limitada de 20.000 peças/mês, cerca de 20% da capacidade do molde.
Custo por peça = R$ 1,01/und. (desconsiderando crédito de compra e impostos de venda)
Preço de venda almejado = R$ 2,15/und.
* Considerando peso do produto 35g, preço/kg da resina em R$9,00/kg
Preço de venda – Custo = Ganho ou lucro = 2,15– 1,01 = R$ 1,14
Calculando o Payback em meses:
Payback = R$ 85.000 / (R$ 1,14 x 20.000 peças/mês) = 3,72 meses
3. Molde Família.
Os moldes de injeção de plástico “família” ou moldagem por injeção multicavidades produzem um conjunto de peças semelhantes em tamanho que são moldadas ao mesmo tempo, nas mesmas quantidades, do mesmo material e cor. Os moldes de injeção de plástico família podem produzir diferentes peças plásticas em conjuntos ao mesmo tempo.

Conjunto de produtos injetados de um molde família.
a. Menor custo do ferramental e produção.
Em vez de criar vários moldes de injeção de cavidade única (e pagar o custo do ferramental para cada um), um molde família pode ser criado com cavidades múltiplas para mais de uma peça. Por ter que criar apenas um molde, os custos com ferramentas são drasticamente reduzidos. Os custos de produção também são reduzidos à medida que o número de moldes necessários para serem trocados durante uma operação de produção é reduzido.
b. Facilidade nos pedidos.
Os moldes de injeção familiares podem tornar mais fácil fazer pedidos. Por exemplo, se um produto requer um lado esquerdo e um direito e essas peças estão em um molde de múltiplas cavidades, então, ao fazer um pedido, você só precisa fazer o pedido daquele molde em vez de vários moldes. Isso garante que você sempre obtenha a quantidade correta de peças para finalizar um produto.
4. Durabilidade molde de injeção.
A vida útil do seu molde depende de vários fatores, moldes que têm ciclo de produção mais rápido podem durar menos que moldes com ciclos mais lentos. Como a expectativa de vida dos moldes de injeção de plástico é medida em número de ciclos , ao contrário de medir a expectativa de vida do molde considerando o tempo em que o molde está em produção, moldes que podem produzir mais ciclos em um menor período de tempo geralmente têm uma expectativa de vida um pouco mais curta. Outro fator determinante para durabilidade do molde é a qualidade do aço utilizado, geralmente nos da Stark Ferramentaria utilizamos aço P20, H13 ou P2711 que são aços-ferramenta próprios para construção do molde de maior dureza.
Também é verdade que postiços e cavidades submetidos a tratamentos térmicos ou superficiais como: Nitretação, banho de níquel-cromo, tempera e revenimento possuem durabilidade superior de moldes que não possuem se quer tratamento térmico. Conclusão: moldes de aços-ferramentas submetidos a tratamentos são mais caros que moldes simples de aço SAE 1045, sendo assim quanto maior a durabilidade mais caro é o molde de injeção.
Se você deseja obter o máximo de cada molde, deve seguir um plano de manutenção. Sem a manutenção adequada, mesmo o melhor molde não completará tantos ciclos quanto você esperava, a ferramentaria da qual você comprou seus moldes deve ser capaz de ajudá-lo a definir um cronograma de manutenção do molde, isso ajudará a evitar o tempo de “parada”, onde um molde quebra inesperadamente e toda a produção que você esperava dele é interrompida. Os cronogramas de manutenção do molde geralmente serão determinados com base na quantidade de ciclos que um molde pode executar com segurança antes de precisar ser enviado para limpeza e outras manutenções como: troca de molas, pinos extratores , polimento das cavidades etc. É muito importante não sobrecarregar o molde para concluir os pedidos a tempo.
5. Tipo do sistema de injeção plástica.
Existem dois tipos de injeção plástica: injeção por canal frio(cold runner) ou “bico frio” e a injeção por câmara quente(hot runner) ou “bico quente”.
a. Injeção por canal frio.
Nesse caso possuem necessidade de investimento menor do que os de câmara quente, ou seja são mais baratos.
Os canais de injeção possuem a mesma temperatura que os moldes, existem dois tipos de sistemas de câmara fria: moldes de três placas e de duas placas.
Os sistemas de três placas permitem que a peça seja extraída do galho sem um sistema de extração, mas são um pouco mais complicados de construir de que um sistema de duas placas, que exige um sistema de extração próprio para remover a peça do canal de injeçao. Os sistemas de duas placas contemplam a maioria dos moldes, no entanto, um sistema de três placas facilita a produção plástica da peça.
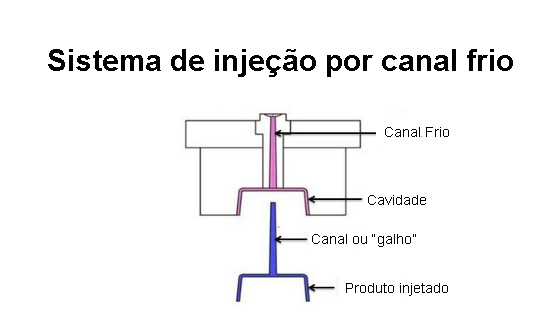
Injeção por terceira placa. Sistema injeção canal frio
Vantagens:
- Barato investimento.
- Fácil manutenção.
- Troca rápida de cor.
- Facilidade de trabalhar com diversos materiais e até mesmo material reciclado.
Desvantagens:
- Díficil prencimento em relação câmara quente
- Gerá desperdício de material
- Qualidade e acabamento da peça inferior.
- Ciclo mais lento.
b. Injeção por câmara quente.
É sistema hermético, blindado com resistências isoladas por cavidade, que possuem um auto controle de temperatura e estabilidade da peça injetada. Nada mais é do que prolongamento do contole de temperatura canhão da injetora para dentro do molde de injeção.
Moldes de Câmara quente são muito mais caros do que câmaras frias (no investimento inicial e manutenção), geralmente são melhores com volume alto de produção e peças com grande massa (baldes, bandejas etc) e também não geram nenhum desperdício(galho ou rama). No geral, os moldes de câmara quente produzem peças com qualidade mais consistente e o fazem com tempos de ciclo mais rápidos, e também não são tão fácies a mudança de cor, nem mesmo podem aquecer alguns polímeros sensíveis ao calor, como por exemplo PVC fléxivel.
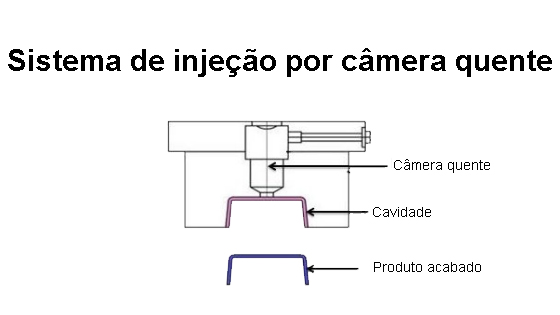
Animação injeção por câmara quente Sistema de injeção por câmara quente.
Vantagens:
- Tempo de ciclo rápido.
- Qualidade e consistência do produto injetado.
- Pouco desperdício.
- Ideal para alto volume de produção e peças de muita massa.
Desvantagens:
- Caro investimento e manuteção
- Demora para troca de cor
- Não permite utilizar materiais reciclados nem polímero sensíveis ao calor.
Posts relacionados


